Materiaaldikte
- Algemeen: 0,003 - 1,5 mm.
- Titanium standaard tot en met 0,5 mm.
- Andere diktes in overleg.
Afmetingen
- Standaard tot bruto 550 x 550 mm.
- Grote onderdelen:
- Bruto ≤ 2000 x ≤ 625 mm
- Dikte ≤ 0.5 mm
Toleranties
- Standaard +/- 10% van de materiaaldikte met een minimum van +/- 0,01 mm.
Dit kan afhankelijk van materiaal en configuratie echter variëren.
- Speciale gattoleranties, bijvoorbeeld H7, worden standaard op ondermaat geëtst zodat deze op maat geruimd kunnen worden.
- Er wordt altijd van nominale maten uitgegaan.
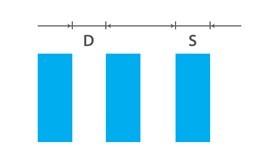
Dam en sleuf breedte
| |
D = dam |
S = sleuf |
 |
| IJzer, koolstofstaal, roestvast staal, etc. |
1 T |
1,2 T |
| Nikkel |
1,25 T |
1,5 T |
| Koper, brons, messing, beryllium koper, etc. |
0,8 T |
1,1 T |
| Goud |
1,5 T |
2 T |
| Aluminium |
1,3 T |
1,5 T |
| Molybdeen, zilver |
0,8 T |
1,1 T |
| Titanium |
1,25 T |
1,5 T |
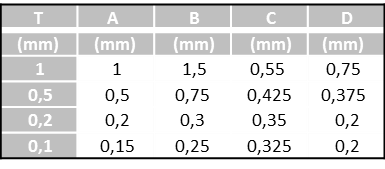
De minimaal haalbare dam en sleuf breedte wordt veelal als volgt door de materiaaldikte bepaald:
| |
D = dam |
S = sleuf |
| < 0,1 mm |
1,2 T |
1,2 T |
| 0,1 - 0,2 mm |
0,1 mm |
1,1 T |
| > 0,2 mm |
0,15 mm |
1 T |
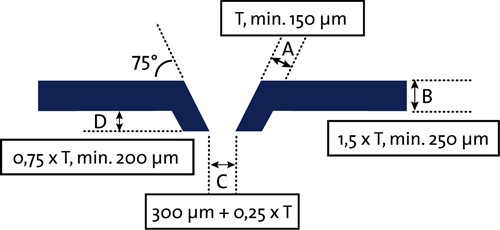
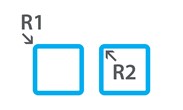
In- en uitwendige hoekradius
| |
R1 |
R2 |
 |
| < 0,1 mm |
≥ 0,75 T |
≥ 1 T |
| 0,1 - 0,2 mm |
≥ 0,75 T |
≥ 1 T |
| > 0,2 mm |
≥ 0,75 T |
≥ 1 T |
Etsprofielen
 |
 |
 |
 |
 |
| biconvex |
biconcaaf |
diepte etsen |
convex |
spits |
Aanhechtingspootjes
- Geëtst wordt in platen waarin producten zowel los als met aanhechtingspootjes geconfigureerd kunnen zijn.
- Bij voorkeur wordt met aanhechtingspootjes geëtst: dit is effectiever en geeft een hogere maatnauwkeurigheid. Hierbij kan gekozen worden uit aansluitende en verzonken aanhechtingspootjes.
- Ook kan er, als aanhechtingspootjes geen optie zijn, los geëtst worden. Dit is bewerkelijker en geeft een wat groter tolerantieveld.