Material thickness
- General: 0.003 - 1.5 mm.
- Titanium standard up to and including 0.5 mm.
- Other thicknesses are available on consultation.
Dimensions
- Standard up to gross 550 x 550 mm.
- Large parts:
- Gross ≤ 2000 x ≤ 625 mm
- Thickness ≤ 0.5 mm
Tolerances
- Standard +/- 10% of the material thickness with a minimum of +/- 0.01 mm.
This can however vary depending on the material and configuration.
- Special hole tolerances, for example H7, are etched as standard on undersize so that they can be reamed to size.
- We always use nominal dimensions as a starting point.
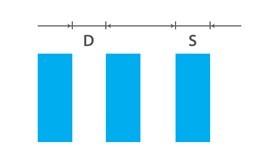
Dam and slot width
| |
D = dam |
G = slot/hole |
 |
| iron, carbon steel, stainless steel etc. |
1 T |
1,2 T |
| nickel |
1,25 T |
1,5 T |
| copper, bronze, brass, beryllium copper etc. |
0,8 T |
1,1 T |
| Gold |
1,5 T |
2 T |
| Aluminium |
1,3 T |
1,5 T |
| molybdenum, silver |
0,8 T |
1,1 T |
| Titanium |
1,25 T |
1,5 T |
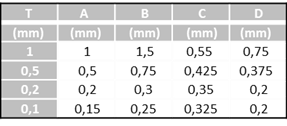
The minimum feasible dam and slot width is largely determined by the material thickness as follows:
| |
D = dam |
G = slot/hole |
| < 0,1 mm |
1,2 T |
1,2 T |
| 0,1 - 0,2 mm |
0,1 mm |
1,1 T |
| > 0,2 mm |
0,15 mm |
1 T |
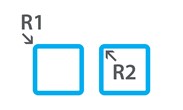
Internal and external corner radius
| |
R1 |
R2 |
 |
| < 0,1 mm |
≥ 0,75 T |
≥ 1 T |
| 0,1 - 0,2 mm |
≥ 0,75 T |
≥ 1 T |
| > 0,2 mm |
≥ 0,75 T |
≥ 1 T |
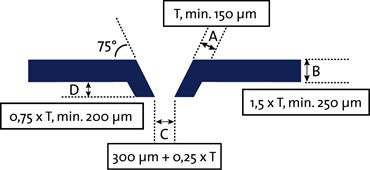
Etching profiles
 |
 |
 |
 |
 |
| biconvex |
biconcave |
depth etching |
convex |
spits |
Connection tabs
- Etching takes place in sheets in which products can be configured both separately and with connection tabs.
- It is preferable to etch with connection tabs: this is more efficient and gives a higher dimensional accuracy. Here you can choose between connecting and recessed connection tabs.
- In addition, etching can take place separately if connection tabs are not an option. This is more laborious and gives a somewhat larger tolerance field.